

新聞中心
法蘭螺栓的緊固方法
2024-08-09
法蘭螺絲主要由六角頭部和法蘭盤(六角下面的墊片跟六角固定在一起的)和螺桿(帶有外螺紋的圓柱體)兩部分組成的一類緊固件,需與螺母配合,用于緊固連接兩個帶有通孔的零件。
法蘭螺絲被廣泛使用在公路與鐵路橋梁上,其中還包括工業與民用建筑、起重機、挖掘機等重型機械上,適用范圍十分廣泛。

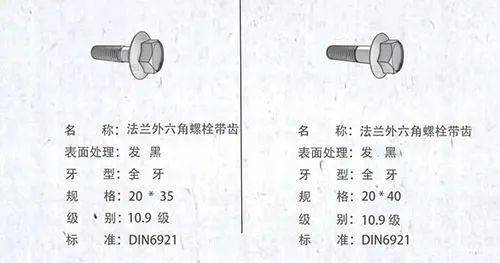
常見的幾種法蘭螺絲
六角法蘭有兩種,一種是平腦的,另一種是凹腦的,表面有鍍白、軍綠、彩黃、以及永不生銹的達克羅。
根據法蘭螺絲的使用地點不同,盤的大小要求都各不相同,另有平底和帶齒之分,帶齒的起防滑作用。
按連接的受力方式來分,可分為普通的和有鉸制孔用的,鉸制孔用的法蘭螺絲要和孔的尺寸配合,用在受橫向力時。另外為了滿足安裝后鎖緊的需要,有桿部有孔的,這些孔可以使螺栓受振動時不至松脫。有的法蘭螺栓沒螺紋的光桿要做細,叫細桿法蘭螺栓.這種法蘭螺栓有利于受變力的連接。鋼結構上有專用的高強度螺栓.頭部會做大些.尺寸也有變化。
法蘭螺絲的材質分類
高碳鋼C%>0.45% 六角法蘭面螺絲產品材料目前市場上基本沒使用;
中碳鋼0.25% 六角頭螺絲中碳鋼材料國內通常稱為35號、45號鋼,國外基本稱為1035,CH38F,1039,40ACR等。主要用于8級螺母、8.8級螺栓及8.8級內六角產品;
低碳鋼C%≤0.25% 國內通常稱為A3鋼。國外基本稱為1008,1015,1018,1022等。主要用于4.8級螺栓及4級螺母、小螺絲等 無硬度要求的產品。(注:鉆尾釘主要用1022材料。)
合金鋼在普碳鋼中加入合金元素,增加鋼材的一些特殊性能:如35、40鉻鉬、SCM435,10B38。六角法蘭面螺栓主要使用SCM435鉻鉬合金鋼,主要成分有C、Si、Mn、P、S、Cr、Mo。

法蘭螺絲的緊固方法及要求
無力矩梅花扳手或捶擊扳手 適用于一般設備及管道法蘭緊固,根據螺絲尺寸和法蘭壓力等級選用。緊固要求如下:
1、維保單位制定緊固方案,對法蘭按對稱緊固,進行緊固順序編號,參考圖1 ,圖2編號。
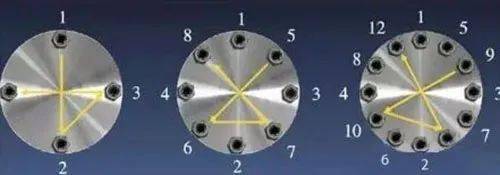
(圖1)
(圖2)
2、 在 1 , 2 , 3 , 4 的位置用 4 個螺絲為墊片進行定位,確保纏繞墊片中心在突緣邊沿以內。
3、用手緊固定位螺絲,接著插入其它螺柱螺絲并收緊使其載荷平衡,確保螺母兩端每端至少露出 2 個螺紋在外。
4、根據現場設備及法蘭,按緊固一圈為一次計算,合理制定緊固次數(至少 3 次)和每次緊固的捶擊載荷(力度),緊固捶擊載荷(力度)按從小到大依次緊固(如 50% , 80% , 100% 遞增),不可加載載荷過快過大,防止墊片密封失效。
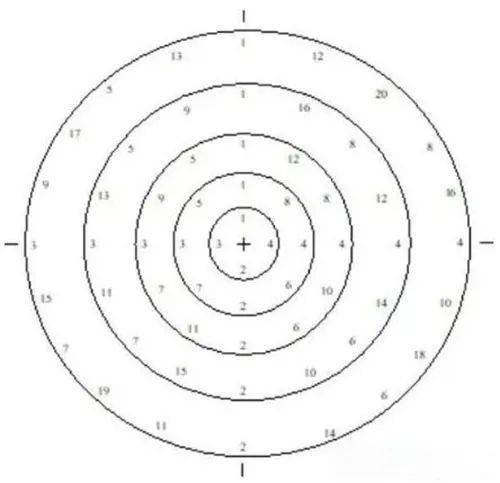
5、無力矩梅花扳手或捶擊扳手每次緊固的順序:
緊固徑向相對的兩個螺絲至螺絲既定錘擊載荷(力度);
緊固與前次兩螺絲沿圓周相距約 90 度的另一對螺絲;
繼續緊固直到其余所有螺絲皆緊固至既定錘擊載荷。
6、最后按 100% 錘擊載荷(力度)將所有螺絲按順時針或逆時針方向依次緊固一遍。
扭矩扳手, 適用高溫高壓、易燃易爆等重要設備及管道法蘭。緊固要求如下:
1、維保單位需制定緊固方案,制定合適扭矩,并根據螺絲強度、墊片的初始密封比壓和工作密封比壓、介質壓力等參數進行設計復核,防止螺絲斷裂和墊片因壓緊力過大而失去彈性導致密封失效。
2、對法蘭按對稱緊固,進行緊固順序編號,參考圖1 ,圖 2 編號。
3、在 1 , 2 , 3 , 4 的位置用 4 個螺絲為墊片進行定位,確保纏繞墊片中心在突緣邊沿以內。
4、用手緊固定位螺絲,接著插入其它螺柱螺絲并收緊使其載荷平衡,確保螺母兩端每端至少露出 2 個螺紋在外。
5、根據現場設備及法蘭,按緊固一圈為一次計算,合理制定緊固次數(至少 3 次)和每次緊固扭矩,緊固扭矩按從小到大依次緊固(如 50% , 80% , 100% 遞增),不可加載載荷過快過大,防止墊片密封失效。
6、扭矩扳手每次緊固的順序:
緊固徑向相對的兩個螺絲至螺絲既定扭矩;
緊固與前次兩螺絲沿圓周相距約 90 度的另一對螺絲;
繼續緊固直到其余所有螺絲皆緊固至既定扭矩。
7、最后按 100% 扭矩值將所有螺絲按順時針或逆時針方向依次緊固一遍。
8、記錄扭矩值,為以后檢修作參考。

螺絲拉伸器 ,適用高溫高壓、易燃易爆等重要設備及管道法蘭。緊固要求如下:
1、維保單位制定緊固方案,制定合適拉伸力,并根據螺絲強度、墊片的初始密封比壓和工作密封比壓、介質壓力等參數進行設計復核,防止螺絲斷裂和墊片因壓緊力過大而失去彈性導致密封失效。
2、螺絲拉伸器單個(分步)拉伸緊固螺絲時,按螺絲緊固均勻性原則,參考扭矩扳手緊固順序拉伸緊固。
3、螺絲拉伸器拉伸緊固過程,合理制定拉伸緊固次數,加壓從小到大依次加壓(如 50% , 80% , 100% ),均勻加壓,每提高一定的壓力,要穩壓后再提高,以避免過大的沖擊拉力,影響螺絲的預緊效果。
4、記錄加壓值,為以后檢修作參考。

上一頁:
下一頁:
2024 /
08-09
所屬分類:
解決方案
專業知識
相關資訊—








